
Why Blow Molding for Automotive Parts?
Blow molding has been widely used in the automotive industry for hollow plastic energy absorption components, offering lightweight construction and excellent resistance to chemicals that can be produced efficiently at high volumes. In extrusion blow molding, a molten parison is extruded and captured by the mold where it is inflated with air, cooled, and ejected – characteristics that make this process ideal for functional parts that are exposed to heat or vibration or pressure changes or fluid conveyance. When equipped with the proper machine setup and downstream capabilities, manufacturers can ensure predictable quality & minimize scrap while maximizing throughput for high production.




Blow Molding Automotive Parts: Automotive-Grade Requirements—Leak Tightness, Dimensional Control, and Process Stability
The exterior blow molded parts that have been used in the automotive industry’s engine compartments are frequently exposed, so to speak, to rough conditions—temperature fluctuation, vibration and contact with oil and detergent. So the process has to be about repeatability and control, not simply output. A properly set-up blow molding machine will enable steady extrusion and clamping, to ensure the even distribution of wall thickness around critical areas (corners, bends and sealing faces). By controlling thickness and cycle stability, not only do you reduce typical risks — such as leaks, weak weld/parting lines, deformation and excessive flash – but also simultaneously enhance yield and downstream assembly consistency.

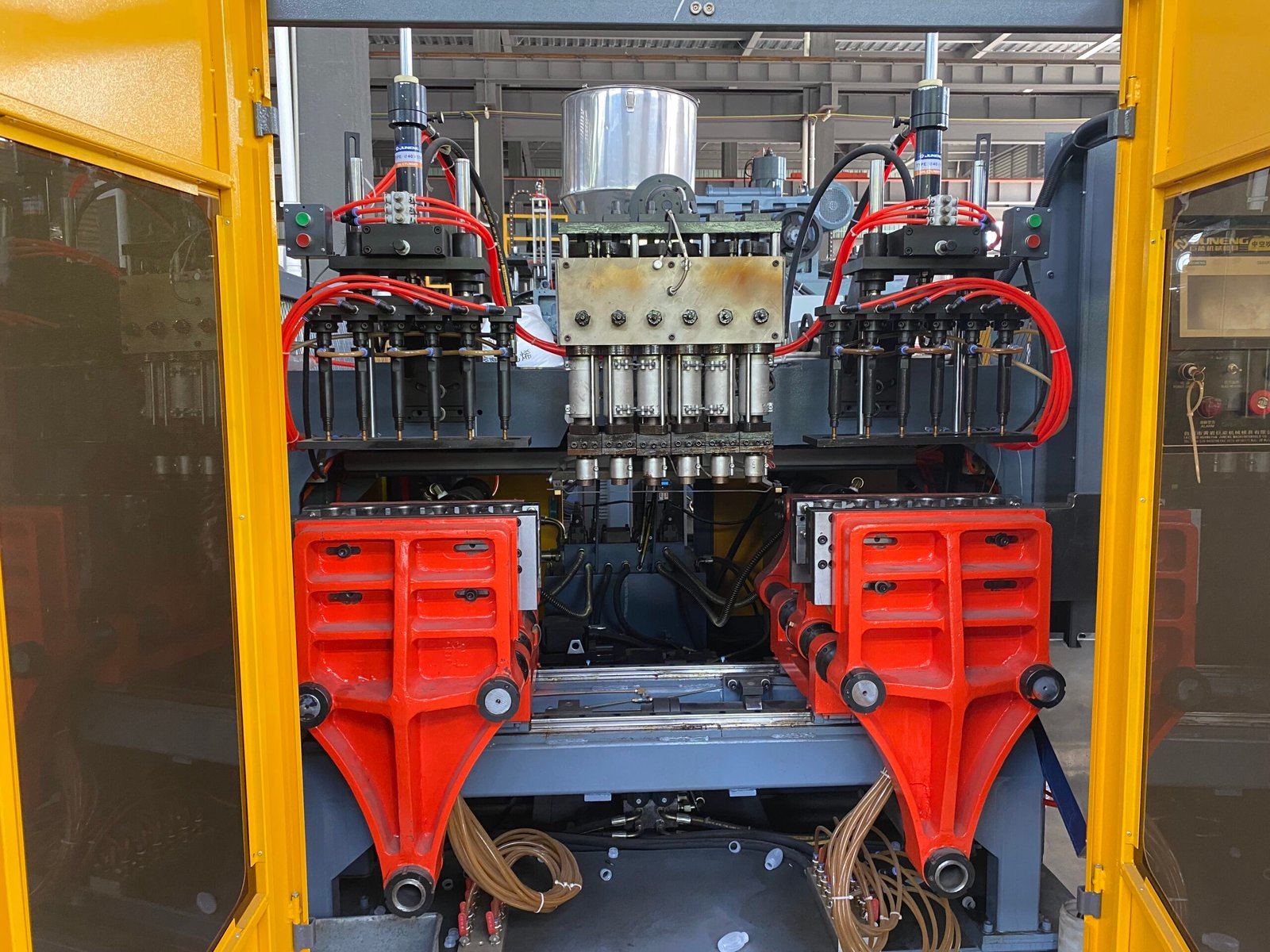
Blow Molding Automotive Parts: Configure the Line for Your Part—Head Type, Stations, Tooling, and Automation
Automotive parts come in a variety of sizes, shapes and performance targets—so start with the right setup to begin with. The blow molding lines can be customized by station layout (single or double station), head type (continuous or accumulator for parts that demand tighter-controlled parison output) and tooling design in order to accommodate your part geometry and cycle time requirements. For production, downstreams such as automatic take-out, trimming/deflashing, leak testing and conveyors minimize manual handling while providing for repeatable quality checks and support a scalable flow from molding through inspection to packing.
Examples can be found in air ducts, resonators, fluid containers (washer/coolant type), filler pipes or other similar hollow technical components—especially if lightweight construction and high volume production requests are made.
Extrusion blow molding is used to make a lot of hollow parts in automotive. The optimal configuration varies depending on part size, complexity of geometry, required sealing and intended volume.
Typical materials are HDPE and PP, chosen according to chemical resistance, stiffness/impact and temperature properties. Choose your material in accordance with the application and validation possibility.
Key drivers are stable melt control, parison/wall thickness uniformity, clamping stability, sufficient cooling and consistent inspection. Leak testing is integrated in numerous lines to check sealing quality prior to filling.
Typical ones are automatic take out, trimming/deflashing, leak testing and conveying systems, packing support. The reasons to automate are typically cost reduction for labor, consistent quality, and line consistency.

